Häufig gestellte Fragen zu Spanntechnik und Schneidtechnik
Spanntechnik

Temperguss-Zwingen
1 Oberteil
2 Profilschiene
3 Unterteil
4 Spindel mit Trapezgewinde
5 Druckplatte
6 Griff

Ganzstahl-Zwingen
1 Festbügel
2 Profilschiene
3 Gleitbügel
4 Spindel mit Trapezgewinde
5 Druckplatte
6 Griff

a Spannweite
Gemessen wird von der Unterkante der oberen Druckplatte bis zur Oberkante der unteren Druckplatte. Die Spannweite ist die maximal zu spannende Werkstücklänge.
b Ausladung
Gemessen wird von der Innenseite der Schiene bis zum Mittelpunkt der Spindel.
x Schienenquerschnitt
Gemessen wird die Breite und die Dicke der Schiene. Je größer der Schienenquerschnitt, desto größer die mögliche Spannkraft.

Der Holzgriff
Der Holzgriff ist der Klassiker unter den Griffarten. BESSEY Holzgriffe sind darüber hinaus besonders: Diese sind ergonomisch geformt und gratfrei vernietet, somit ist der Anwender vor Verletzungen geschützt. Unsere Holzgriffe werden aus FSC-zertifiziertem Holz hergestellt. Des Weiteren verzichten wir bei unseren Holzgriffen auf lösemittelhaltige Lacke: Der Lack für BESSEY Holzgriffe ist auf Wasserbasis nach DIN EN71/3.

Der Kunststoffgriff
Der speziell für Zwingen entwickelte moderne Zwei-Komponenten-Griff aus hochwertigem Kunststoff liegt optimal in der Hand. Aufgrund seiner symmetrischen Form greift die Hand immer an die richtige Stelle, egal ob von oben oder unten. Die beiden Kunststoffkomponenten (Hart-/Weichstoff) sind der Drehbewegung beim Spannen nachempfunden. Das garantiert optimalen Grip und angenehmes Handling.

Der Klappgriff
Der Klappgriff bietet alle Vorteile des 2-Komponenten-Kunststoffgriffs. Zusätzlich lässt er sich um 90° umklappen und um 360° drehen ohne an der Schiene anzustoßen, für schnelles und komfortables Arbeiten – selbst an schwer zugänglichen Stellen. Hier erzielt der Klappgriff eine zusätzliche Hebelwirkung beim Anziehen.

Der Knebelgriff
Der Knebelgriff sorgt mit abgerundeten Enden für eine gute Kraftübertragung dank der zusätzlichen Hebelwirkung – auch bei beengten Platzverhältnissen. Spannwerkzeuge mit Knebelgriff werden oft in der metallverarbeitenden Industrie eingesetzt: Der Knebelgriff ist unempfindlich gegenüber Schweißspritzern und kann auch mit öligen oder verschmierten Handschuhen praktikabel gespannt und gelöst werden. Für den Anwender bietet auch der Knebelgriff Komfort, da die Knebelenden handfreundlich verrundet sind.

Der Hebelgriff
Zwingen mit Hebelgriff verfolgen einen ganz anderen Ansatz bei Grifftechnik und dem damit verbundenen Spannkraftaufbau. Die Zwinge nutzt die natürliche Kraft des Hebels. Statt eines Gewindes verfügt sie, ähnlich einer Ratsche, über einen Rastmechanismus mit Zahnsegment. Mit wenig Kraftaufwand werden so schnell hohe Spannkräfte erreicht. Ein im Griff integrierter Lösemechanismus erlaubt auch ein schnelles Entfernen der Zwinge. Bei einfacher Handhabung ermöglichen Hebelzwingen ein fünf Mal schnelleres Spannen als mit herkömmlichen Spindelzwingen.
Gerne werden Zwingen mit Hebelgriff eingesetzt, wenn viele Zwingen zeitsparend gesetzt und wieder gelöst werden müssen. Der vielstufige Rastmechanismus gewährleistet ein dosiertes, schnelles und fast 100 % vibrationssicheres Spannen. Bei den Original BESSEY Hebelzwingen GH ist der Exzenter aus Sinterstahl und dadurch besonders verschleißfest.

Der Pumpgriff
Ein hochwertiger 2-Komponenten-Kunststoffgriff mit Pumphebel hinter der Schiene sorgt für einen sicheren Zugang aus beiden Richtungen. Die Schubbewegung durch das Pumpen ermöglicht eine schnelle Fixierung, der im Griff integrierte Lösemechanismus erlaubt ein schnelles Lösen der Zwinge. Zudem ist der Pumpgriff einhändig bedienbar – eine Hand bleibt somit für andere Werkzeuge frei.
Ganzstahl-Schraubzwingen sind vergütet und besitzen einen elastischen Spannverlauf. Sie können sich unter Last leicht biegen und dadurch Vibrationen abfedern. Das macht sie ideal für die Metallbearbeitung oder Anwendungen, bei denen dynamische Kräfte wirken.
Der Kernunterschied:
Temperguss = starr, präzise, perfekt für Holz verleimen
Ganzstahl = elastisch, vibrationsdämpfend, ideal für Metall bei Schweißanwendungen, bei Holzanwendungen mit Vibrationen, zum Beispiel beim Sägen oder Schleifen

Hier finden Sie die Anleitung in PDF-Form für zwei Ausführungen von Druckplatten:
1. Gebördelte dauerhaft montierte Druckplatten sind glatt (Abb. links)
2. Auswechselbare Druckplatten verfügen umlaufend am zylindrischen Rand über rippenartige Erhöhungen (Abb. rechts)
Druckplatten-Montage (PDF Download)Um die gute Qualität einer Schraubzwinge lange zu erhalten, kommt es auf die richtige Pflege an.
Die Funktion einer Schraubzwinge basiert auf der Reibung und Verkantung zwischen Schiene und Gleitbügel. Daher ist es wichtig, dass die Schiene stets frei von Fett, Öl oder angetrocknetem Leim gehalten wird. Besonders kritisch sind Wachse und silikonhaltige Trennmittel auf der Schiene. Solche Rückstände müssen möglichst sofort mit Hilfe von Lösungsmittel, Drahtbürste oder Sandpapier entfernt werden. Sowohl Spindel als auch Druckplattengelenk sollten regelmäßig mit etwas Öl geschmiert werden. Sprühöl ist dafür besonders geeignet. Auf diese Weise bleibt die Leichtgängigkeit der Schraubzwinge bei optimaler Spannkraft auf lange Zeit erhalten.
Was tun, wenn die Schraubzwinge rutscht?
Sofern bei einer Temperguss-Schraubzwinge eine Madenschraube, welche ein Durchrutschen des Gleitbügels verhindert, vorhanden ist, kann diese bei Nachlassen des Halts durch eine Viertel-Umdrehung nachgestellt werden. Bei Ganzstahl-Schraubzwingen sollte auf Glanzbildung an der Schiene geachtet werden, da diese zu einem Abrutschen des Gleitbügels führen kann. Sind Glanzstellen ersichtlich, so können diese mit Schmirgelleinen in 100er-Körnung beidseitig aufgeraut und damit sicheres Arbeiten wieder gewährleistet werden.
|
|
|
|
|
|
|
|






Unterschiedliche Ausladungen und Spannweiten der Schraubzwingen können für Probleme bei der Lagerung sorgen.
Eine praktische Lösung dafür bietet ein Zwingenwagen. Denn auf dieser stabilen Metallkonstruktion mit Rollen können die Zwingen nach Größen sortiert aufgehängt werden. Zudem ermöglicht ein mobiler Zwingenwagen ein flexibleres und schnelleres Arbeiten, da alle Schraubzwingen stets griffbereit und übersichtlich sortiert direkt am Einsatzort bereitgestellt werden können.
Eine weitere Aufbewahrungsmöglichkeit ist ein stationäres Zwingenregal auf das die Zwingen einfach aufgeschoben werden.
| Original BESSEY Temperguss-Schraubzwingen |
Zweitlinie von BESSEY |
Drittlinie von BESSEY |
||||
|---|---|---|---|---|---|---|
| TG…-2K | TG… | TG…K | TPN…-2K | TPN… | TGRC… | |
| Spannweite a | 100–1.000 mm | 100–1.000 mm | 160–400 mm | 160–1.000 mm | 100–2.000 mm | 100–1.500 mm |
| Ausladung b | 50–175 mm | 50–175 mm | 80–175 mm | 80–175 mm | 50–175 mm | 50–175 mm |
| Spannkraft bis zu | 6.000 N | 6.000 N | 6.000 N | 5.500 N | 5.500 N | 5.500 N |
| Werkzeuglos wechselbare Druckplatte (ab 80 mm Ausladung) |
✔ | ✔ | ✔ | – | – | – |
| Verstärkter Guss | ✔ | ✔ | ✔ | – | – | – |
| Rutschsicherung (ab 80 mm Ausladung) |
✔ | ✔ | ✔ | – | – | – |
| Schienenprofil | Optimiertes Profil | Optimiertes Profil | Optimiertes Profil | Standardprofil | Standardprofil | Einfachprofil |
| Schutzrechte | ✔ | ✔ | ✔ | – | – | – |
| Original BESSEY Temperguss-Schraubknechte |
Zweitlinie von BESSEY |
Drittlinie von BESSEY |
|||
|---|---|---|---|---|---|
| TGK…-2K | TGK… | TGK…K | TKPN… | TGKR… | |
| Spannweite a | 400–3.000 mm | 400–3.000 mm | 500–3.000 mm | 500–3.000 mm | 500–2.000 mm |
| Ausladung b | 120 mm | 120 mm | 120 mm | 120 mm | 120 mm |
| Spannkraft bis zu | 7.000 N | 7.000 N | 7.000 N | 6.500 N | 6.500 N |
| Werkzeuglos wechselbare Druckplatte | ✔ | ✔ | ✔ | – | – |
| Verstärkter Guss | ✔ | ✔ | ✔ | – | – |
| Rutschsicherung | ✔ | ✔ | ✔ | – | – |
| Schienenprofil | Optimiertes Profil | Optimiertes Profil | Optimiertes Profil | Standardprofil | Einfachprofil |
| Schutzrechte | ✔ | ✔ | ✔ | – | – |
| Original BESSEY Ganzstahl-Schraubzwingen |
Zweitlinie BESSEY classiX |
|||||
|---|---|---|---|---|---|---|
| GZ…-2K | GZ… | GZ…K | GZ…KG | GS… | GS…K | |
| Spannweite a | 100–1.250 mm | 100–1.250 mm | 160–1.250 mm | 250–600 mm | 100–1.000 mm | 160–1.000 mm |
| Ausladung b | 60–140 mm | 60–140 mm | 80–140 mm | 120 mm | 50–140 mm | 80–140 mm |
| Spannkraft bis zu | 6.000 N | 6.000 N | 6.000 N | 5.000 N | 5.000 N | 5.000 N |
| Werkzeuglos wechselbare Druckplatte (ab 80 mm Ausladung) |
✔ | ✔ | ✔ | ✔ | – | – |
| Verstärkter Guss | ✔ | ✔ | ✔ | ✔ | – | – |
| Optimiertes Schienenprofil | ✔ | ✔ | ✔ 20 % mehr Spannkraft pro Spindelumdrehung | ✔ | – | – |
| Schutzrechte | ✔ | ✔ | ✔ | ✔ | – | – |
| SL...M Original BESSEY |
SG...M Original BESSEY |
GSL... BESSEY classiX |
GSM... BESSEY classiX |
|
|---|---|---|---|---|
| Spannweite | 200–600 mm | 250–1.500 mm | 300–600 mm | 250–600 mm |
| Ausladung | 120 mm | 140 mm | 120 mm | 140 mm |
| Spannkraft bis zu | 8.500 N | 12.000 N | 7.500 N | 11.000 N |
| Druckplatte | Hitzebeständige Spezialdruckplatte, schwenkbar bis 35° | Mit Sinterstahleinlage für lange Lebensdauer | Standard | Standard |
| Optimiertes Schienenprofil | ✔ | ✔ 20 % mehr Spannkraft pro Spindelumdrehung | – | – |
| Schutzrechte | ✔ | ✔ | – | – |
| Original BESSEY Hebelzwinge |
Zweitlinie BESSEY classiX |
|
|---|---|---|
| GH… | GSH… | |
| Spannweite a | 100–1.250 mm | 100–1.000 mm |
| Ausladung b | 60–140 mm | 50–140 mm |
| Spannkraft bis zu | 8.500 N | 7.500 N |
| Exzenter aus Sinterstahl | ✔ besonders verschleißfest, geringe Reibung durch höhere Oberflächenhärte |
– |
| Optimiertes Schienenprofil | ✔ größere Kraftreserven durch gleichmäßigen Spannkraftaufbau – besonders bei voller Spannweite |
– |
| Schutzrechte | ✔ | – |
Schneidtechnik
Bei Normalblechscheren sind traditionell Schneide und Griff in einem Stück geschmiedet. Die Schneidkraft ergibt sich aus dem Verhältnis Schneidenlänge zu Grifflänge.

Handblechscheren mit Hebelübersetzung bestehen aus Scherenkopf und Griff. Beide Teile sind für sich gelenkig gelagert, so dass sich eine zusätzliche Hebelübersetzung ergibt.

Idealscheren
Diese Scheren tragen ihren Namen zu recht. Denn Idealscheren sind echte „Alleskönner“. Sie können damit durch ein Blech hindurch schneiden (Durchlauf-Schnitt) sowie große und kleine Konturen oder Radien schneiden (Figuren-Schnitt). Dabei spielt es keine Rolle ob Sie Ihre Schneidarbeiten am Blechrand (Besäumschnitt) machen oder mitten in der Tafel. Natürlich können Sie mit Idealscheren auch die einfachen Ausklink-Arbeiten erledigen.
Figurenscheren
Figurenscheren eignen sich am besten, wenn Sie feine, enge Radien-Schnitte im Randbereich der Blechtafel ausführen möchten. Durch die filigrane Schneidenform dieser Scheren können Sie mühelos äußerst enge Figuren oder Kurven schneiden.
Durchlaufscheren
Sie möchten ein Blech in der Mitte und/oder im Randbereich durchtrennen? Dann sind die Durchlaufscheren das richtige Werkzeug für Sie. Mit den langen Schneiden dieser Werkzeuge können Sie schnell, mit wenig Kraftaufwand und dennoch präzise auch großformatige Bleche ablängen und ausklinken.
Mit der Übernahme der traditionsreichen Diener Werkzeugfabrik GmbH im Jahr 1979 hat BESSEY sein Produktportfolio gezielt um den Bereich Schneidtechnik erweitert. Die Marke Erdi, die bereits damals für hochwertige Blechscheren bekannt war, wurde in das Unternehmen integriert und als eigenständige Produktmarke unter dem Dach von BESSEY weitergeführt. Die Bezeichnung BESSEY Erdi steht heute für viele Schneidwerkzeuge, die die Innovationskraft und Qualitätsstandards von BESSEY mit der langjährigen Expertise und Tradition der Erdi-Scheren verbinden. So profitieren Anwender von einem klaren Qualitätsversprechen und einer durchgängigen Markenidentität innerhalb des BESSEY Sortiments.

Rechte Scheren sind so geschliffen und konstruiert, dass Sie damit rechte Radien (also einen Bogen von links nach rechts) einfach schneiden können. Radienschnitte von rechts nach links macht man am besten mit einer linken Schere.
Oft wird geglaubt, rechte Scheren sind für Rechts-, linke Scheren für Linkshänder. Dieses stimmt nicht. Im Gegenteil. Wenn Sie als Rechtshänder mit einer rechten Schere einen Radius schneiden (siehe unten, von links nach rechts), schneiden Sie aus Ihrem Handgelenk nach außen weg. Mit der linken Schere (Radius dann von rechts nach links) aus Ihrem Handgelenk nach innen hin. Was deutlich ergonomischer ist.
Nicht nur die Qualität der Schere beeinflusst das Ergebnis. Es kommt auch auf den richtigen Umgang mit dem Werkzeug an:
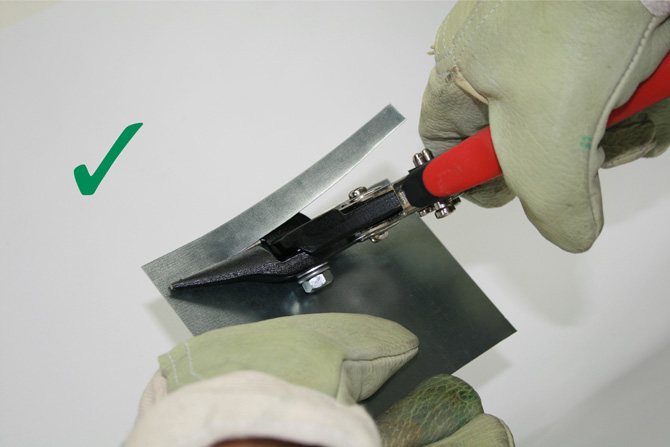
Das Blech muss auf die Schneidbacke aufgelegt werden. Nur so wird aufgrund der Schneidradien ein optimales Schnittbild erreicht. Liegt es nicht auf der Schneidbacke auf, verzieht es sich. Erhöhter Kraftaufwand und geringere Standzeiten sind die Folgen.
Zum Schneiden wird die Schere weit geöffnet und das Blech möglichst weit in das Maul der Schere geschoben. Die Schere sollte beim Schneiden nicht ganz geschlossen werden: Bereits nach etwa ¾ der Schnittlänge die Schere öffnen und erneut schließen. Nur so entsteht ein gratfreier Schnitt. Beim kompletten Schließen der Schere ergeben sich mit jedem Schnitt kleine Querrisse am Schnittende.
Wichtig ist zudem, dass Handblechscheren nur zum Schneiden von dünnen Blechen aus weichen Metallen und Stahl verwendet werden. Sie sind nicht geeignet zum Durchtrennen von runden und eckigen Metallformen, wie beispielsweise Draht, denn dies würde zum Ausbrechen der Schneiden führen.
|
|
|
|
|
|
|
|




Falls die Handkraft zum Schneiden des Bleches nicht ausreicht, könnten dafür zwei Gründe vorliegen: Entweder könnten die Schneiden einfach nur stumpf sein oder das Blech vielleicht zu dick. Denn beim Einsatz einer Handblechschere ist darauf zu achten, dass ausschließlich Bleche bis zu einer Stärke von 1,2 bis 1,9 mm geschnitten werden. Abhängig ist dies jedoch stets von der Blechsorte als auch von der Schneidenqualität.