GYIK – Gyakran ismételt kérdések
A legelterjedtebb a temperöntvény szorító. Egy acélsínből, egy rögzített kengyelből és egy mozgó kengyelből áll, orsóval és markolattal.
Temperöntvény szorítók 1 Felsőrész 2 Sínprofil 3 Alsórész 4 Trapézmenetes orsó 5 Nyomólap 6 Markolat |
Teljesacél szorítók 1 Fix kengyel 2 Sínprofil 3 Csúszókengyel 4 Trapézmenetes orsó 5 Nyomólap 6 Markolat |



a szorítási távolság
A mérése a felső nyomólap alsó szélétől az alsó nyomólap felső széléig történik. A szorítási távolság a befogható munkadarab maximális hossza.
b kinyúlási mélység
A mérése a sín belső oldalától az orsó középpontjáig történik.
x Sínkeresztmetszet
A sín szélességét és vastagságát kell megmérni. Minél nagyobb a sín keresztmetszete, annál nagyobb a lehetséges szorítóerő.
| A fa markolat A fa markolat a klasszikus a markolattípusok között. A BESSEY fa markolatai ezen túlmenően is különlegesek: Ergonomikus kialakításúak és sorjamentesen szegecseltek, így védik a felhasználót a sérülésektől. Fa markolataink FSC tanúsítvánnyal rendelkező faanyagból készülnek. Továbbá nem használunk oldószertartalmú festékeket a markolatainkhoz: A BESSEY fa markolatok festéke vízbázisú a DIN EN71/3 szabvány szerint. |
| A műanyag markolat A speciálisan a szorítókhoz kifejlesztett, kiváló minőségű műanyagból készült, modern két-komponensű markolat optimálisan illeszkedik a kézhez. Szimmetrikus formájának köszönhetően a kéz mindig a megfelelő helyen ragadja meg, akár felülről, akár alulról. A két műanyag komponens (kemény/puha anyag) a szorítás közbeni forgó mozgáson érzékelhető. Ez garantálja az optimális befogást és a kényelmes kezelést. |
| A billenő markolat A billenő markolat a 2-komponensű műanyag markolat minden előnyét kínálja. Ráadásul 90°-ban lehajtható és 360°-ban elforgatható a sín érintése nélkül, a gyors és kényelmes munkavégzés érdekében – még a nehezen hozzáférhető helyeken is. Itt a billenő markolattal egy kiegészítő emelőhatás is elérhető a meghúzáskor. |
| A hajtókar A lekerekített végű hajtókar jó erőátvitelt biztosít a kiegészítő emelőhatásnak köszönhetően – még szűk helyeken is. A fémmegmunkáló iparban gyakran használnak hajtókarral ellátott szorítószerszámokat: A hajtókar ellenálló a hegesztési fröccsenésekkel szemben, és olajos vagy szennyezett kesztyűvel is meghúzható és kilazítható. A hajtókar a felhasználó számára is kényelmes, mivel a kar végei kézbarát módon le vannak kerekítve. |
| Az emelő markolat Az emelő markolattal ellátott szorítók teljesen más megközelítést alkalmaznak a megfogási technológiában és a hozzá kapcsolódó szorítóerő-felépítésben. A szorító az emelőkar természetes erejét használja fel. Egy racsnihoz hasonlóan, menet helyett egy fogazott szegmenssel ellátott reteszelő mechanizmussal rendelkezik. Kevés erőkifejtéssel gyorsan nagy szorítóerő érhető el. A markolatba integrált kioldó mechanizmus lehetővé teszi a szorító gyors eltávolítását is. Egyszerű kezelés mellett az emelőkaros szorítók ötször gyorsabb rögzítést tesznek lehetővé, mint a hagyományos orsós szorítók. Az emelő markolattal ellátott szorítókat gyakran használják akkor, ha rövidebb idő alatt sok szorítót kell beállítani és újra kioldani. A sokfokozatú reteszelő mechanizmus szabályozott, gyors és szinte 100%-ban rezgésmentes rögzítést biztosít. Az eredeti BESSEY GH emelőkaros szorítóknál az excenter szinterezett acélból készül, ezért különösen kopásálló. |
| A pumpáló markolat A kiváló minőségű 2-komponensű műanyag markolat a sín mögött egy pumpáló karral biztosítja a biztonságos hozzáférést mindkét irányból. A pumpálás okozta tolómozgás gyors rögzítést tesz lehetővé, a markolatba integrált kioldó mechanizmus pedig a szorító gyors kioldását eredményezi. Ezenkívül a pumpáló markolat egy kézzel is működtethető, így a másik kéz szabadon marad más szerszámok számára. |







Itt találja az utasításokat PDF formátumban a kétféle nyomólaphoz:
1. A peremezett, tartósan szerelt nyomólapok simák (bal oldali képen)
2. A cserélhető nyomólapokon bordaszerű kiemelkedések vannak a hengeres él mentén (jobb oldali képen)
Itt található az áttekintő táblázat PDF formátumban a legfontosabb megkülönböztető jellemzőkkel:
- Menetorsós temperöntvény szorítók (PDF Download)
Eredeti BESSEY menetorsós temperöntvény szorítók: TG-2K | TG | TG-K
Másodvonal a BESSEY-től: TPN-2K | TPN
Harmadvonal a BESSEY-től: TGRC
- Nagy menetorsós temperöntvény szorítók (PDF Download)
Eredeti BESSEY menetorsós temperöntvény szorítók: TGK-2K | TGK | TGK-K
Másodvonal a BESSEY-től: TKPN
Harmadvonal a BESSEY-től: TGKR - Menetorsós teljesacél szorítók (PDF Download)
Eredeti BESSEY menetorsós teljesacél szorítók: GZ-2K | GZ | GZ-K | GZ-KG
Másodvonal BESSEY classiX: GS | GS-K - Emelőkaros szorítók (PDF Download)
Eredeti BESSEY emelőkaros szorítók: GH
Másodvonal BESSEY classiX GSH - Nagy teljesítményű szorítók (PDF Download)
Eredeti BESSEY nagy teljesítményű szorítók: SLM | SGM
Másodvonal BESSEY classiX GSL | GSM
A menetorsós szorítók jó minőségének hosszú ideig történő fenntartása érdekében elengedhetetlen a megfelelő ápolás.
A menetorsós szorító működése a sín és a csúszókengyel közötti súrlódástól és akadástól függ. Ezért fontos, hogy a sín mindig mentes legyen a zsírtól, olajtól vagy a rászáradt ragasztótól. Különösen kritikus, ha viasz vagy szilikontartalmú leválasztóanyag található a sínen. Az ilyen maradványokat a lehető leghamarabb el kell távolítani oldószer, drótkefe vagy csiszolópapír segítségével. Az orsókat és a nyomólapok csuklóit rendszeresen meg kell kenni kevés olajjal. Erre a célra a permetezhető olaj különösen alkalmas. Ily módon hosszú ideig fenntartható a menetorsós szorító könnyen járása és optimális szorítóereje.
Amennyiben egy menetorsós temperöntvény szorítón hernyócsavar van felszerelve, amely megakadályozza a csúszókengyel elcsúszását, akkor az egy negyed fordulattal utána állítható, ha már kevésbé tart. A menetorsós teljesacél szorítók esetében figyelni kell a sínek kifényesedésére, mivel az a csúszókengyel lecsúszásához vezethet. Ha kifényesedett helyek láthatók, akkor azok 100-as szemcseméretű csiszolóvászonnal mindkét oldalon érdesíthetők, így újra garantálható a biztonságos működés
|
|
|
|
|





A menetorsós szorítók különböző kinyúlási mélységei és szorítási távolságai problémákat okozhatnak a tárolás során.
Erre a problémára praktikus megoldást nyújt egy kerekes bemutató állvány. Mivel erre a kerekekkel ellátott stabil fémszerkezetre a szorítók méret szerint felakaszthatók. Ráadásul, a mobil kerekes bemutató állvány rugalmasabb és gyorsabb munkavégzést tesz lehetővé, mivel valamennyi menetorsós szorító mindig kéznél van, és áttekinthetően rendezve rendelkezésre áll közvetlenül a felhasználás helyén.
További tárolási lehetőséget biztosítanak a nem mozgatható tárolópolcok, amelyekre a szorítók egyszerűen felhelyezhetők.

A normál lemezvágó ollók esetében a vágóél és fogantyú hagyományosan egy darabból kovácsolt. A vágóerő a vágóélhossz és az olló szárhossz arányából adódik.
Az emelőkar áttételes kézi lemezvágó ollók a fejrészből és markolatból állnak. Mindkét rész csuklós mechanizmuson keresztül van összekötve, amelyből további emelőkar áttétel keletkezik.

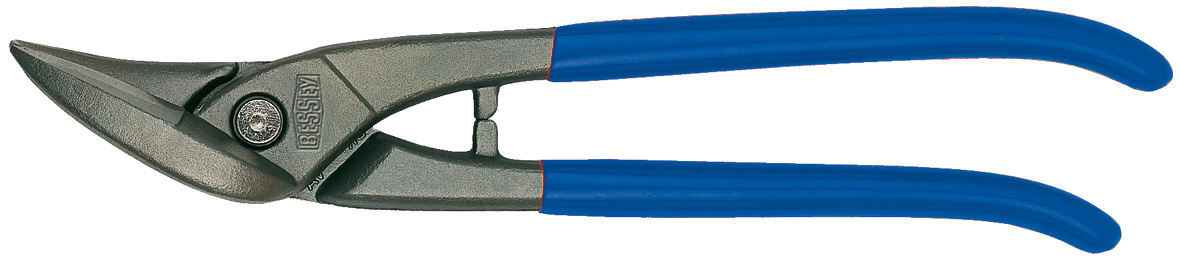
Ideál ollók
Ezek az ollók joggal viselik a nevüket, mert az „ideál” olló valóban sokoldalú. Átvághatunk egy lemezen (folyamatos vágás), valamint vághatunk kicsi és nagy vágási íveket, körvonalakat (alakos vágás). Nem számít, hogy a vágási feladatot a lemez szélén, (szélező vágás) vagy a lemeztábla közepén végezzük. Természetesen az ideál ollókkal az egyszerű alakítási munkák is elvégezhetők.
Alakvágó ollók
Az alakvágó ollók táblalemezek szélén történő szűk, kis sugarú alakzatok vágásához alkalmazhatók a legjobban. Az ollók filigrán vágóéleinek köszönhetően fáradságmentesen vághatók rendkívül szűk, kis ívű alakzatok.
Ollók egyenes vágáshoz
Szeretne egy lemezt középen és/vagy a szélek mentén átvágni? Akkor ez az olló a megfelelő szerszám az Ön számára. Kihasználva a szerszám hosszú vágóéleit kis erőfeszítéssel gyorsan és pontosan vághat méretre és szélezhet akár nagy méretű lemezeket is.
A jobbos ollók éleit úgy élezzük és az ollókat úgy építjük, hogy velük jobbra ívelő görbék (tehát egy balról jobbra ívelő görbe) könnyen vágható legyen. Jobbról balra ívelő vágásokat értelemszerűen balos ollókkal célszerű elvégezni.
Gyakran úgy gondolják, hogy a jobbos olló jobbkezeseknek, a balos olló balkezeseknek gyártott szerszám. Ez nem fedi a valóságot, azaz pontosan az ellenkezője igaz. Amikor jobbkezesként jobbos ollóval ívet vágnak (lásd fenti képen a vágást balról jobbra) a csuklójától távolodó irányban vágnak. A balos ollóval (ív vágása jobbról balra) a csuklójához közeledő irányban halad. Ez így lényegesen ergonomikusabb munkavégzést biztosít. Próbálja ki!

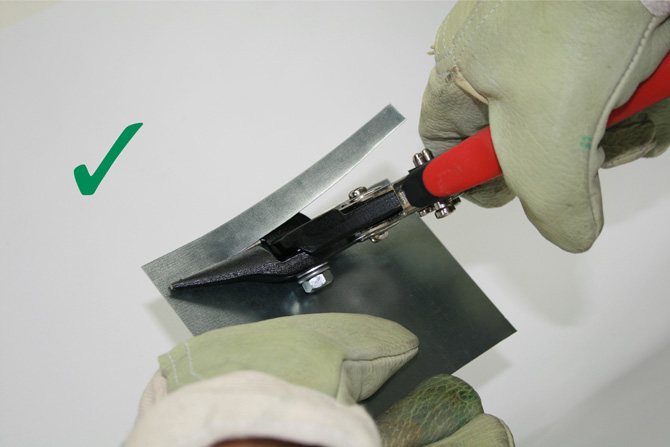
Nem csak az olló minősége befolyásolja az eredményt. A szerszámmal való helyes bánásmódon is múlik:
A fémlemezt rá kell helyezni a vágópofára. Csak így érhető el az optimális vágási kép a vágási rádiuszok alapján. Ha a lemez nem fekszik fel a vágópofán, akkor deformálódik. Ennek következtében fokozott erőfeszítések szükségesek, és rövidülnek az élettartamok.
A vágáshoz az ollót szélesre kell nyitniés a lemezt a lehető legtovább be kell nyomniaz olló nyílásába. Vágáskor az ollót nem szabad teljesen összezárni: Miután elérte a vágási hosszúságnak kb. ¾ részét, nyissa ki az ollót, majd zárja össze újra. Csak ily módon lehet sorja nélküli vágást előállítani. Ha az olló teljesen bezáródik, minden vágásnál apró keresztirányú repedések keletkeznek a vágás végén.
Fontos megjegyezni azt is, hogy a kézi lemezvágó ollók csak lágy fémekből és acélból készült vékony lemezek vágására használhatók. Ezek nem alkalmasak kerek és szögletes fém formák, például huzalok átvágására, mivel ez a vágóélek kitöréséhez vezetne.
|
|
|
|
|




Ha a kézi erő nem elegendő a lemez vágásához, ennek két oka lehet: vagy a vágóélek túl tompák, vagy a lemez túlságosan vastag. A kézi lemezvágó olló alkalmazása esetén ügyeljen arra, hogy azzal kizárólag 1,2 - 1,9 mm vastagságú lemezeket lehet vágni. Ez azonban mindig függ a lemez típusától és a vágóélek minőségétől.